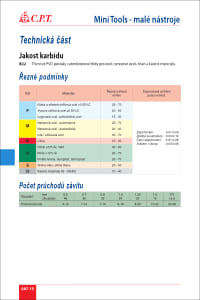
Třívrstvá PVD vrstva se submikronovým povlakem pro nerezové oceli, litinu, titan, neželezné kovy a většinu vysokoteplotních slitin (M10-M20, K05-K20, N10-N20, S10-S20). PVD povlak zajišťuje
vysokou tepelnou odolnost a plynulý řez.
Mini destičky - doporučený počet průchodů závitu - závitové destičky
Stoupání
mm
0.5
0.7
0.8
1.0
1.25
1.5
2.0-5.0
záv.palec
48
36
32
24
20
16
14-5
Počet průchodů
6-12
7-14
7-16
8-18
8-20
10-22
20-38
Mini destičky - ukázky, příklady použití
Mini nástroje - závitování, zapichování, profilování ...
Na našich webových stránkách používáme soubory cookie, abychom vám poskytli co nejrelevantnější služby tím, že si zapamatujeme vaše preference a opakované návštěvy. Kliknutím na tlačítko "Přijmout vše" souhlasíte s používáním VŠECH souborů cookie. Můžete však navštívit "Nastavení souborů cookie" a poskytnout kontrolovaný souhlas.
Tyto webové stránky používají soubory cookie ke zlepšení vašich zkušeností při procházení webových stránek. Z nich jsou ve vašem prohlížeči uloženy soubory cookie, které jsou klasifikovány jako nezbytné, protože jsou nezbytné pro fungování základních funkcí webových stránek. Používáme také soubory cookie třetích stran, které nám pomáhají analyzovat a pochopit, jak tyto webové stránky používáte. Tyto soubory cookie se do vašeho prohlížeče ukládají pouze s vaším souhlasem. Máte také možnost se z těchto souborů cookie odhlásit. Odhlášení od některých z těchto souborů cookie však může ovlivnit vaše prohlížení.
Nezbytné soubory cookie jsou naprosto nezbytné pro správné fungování webových stránek. Tyto soubory cookie zajišťují základní funkce a bezpečnostní prvky webových stránek, a to anonymně.
Cookie
Délka
Popis
Nutnost zaškrtnutí políčka Informace o zákonu o souborech cookie
11 měsíců
Tento soubor cookie nastavuje plugin GDPR Cookie Consent. Tento soubor cookie se používá k uložení souhlasu uživatele se soubory cookie v kategorii "Nezbytné".
Zaškrtávací políčko analýza
11 měsíců
Tento soubor cookie nastavuje plugin GDPR Cookie Consent. Tento soubor cookie se používá k uložení souhlasu uživatele pro soubory cookie v kategorii "Analýza".
Zaškrtávací políčko funkční
11 měsíců
Tento soubor cookie je nastaven pluginem GDPR cookie consent k zaznamenání souhlasu uživatele pro soubory cookie v kategorii "Funkční".
Zaškrtávací políčko ostatní
11 měsíců
Tento soubor cookie je nastaven pluginem GDPR Cookie Consent. Tento soubor cookie se používá k uložení souhlasu uživatele pro soubory cookie v kategorii "Výkonné".
Zaškrtávací políčko ostatní
11 měsíců
Tento soubor cookie nastavuje plugin GDPR Cookie Consent. Tento soubor cookie se používá k uložení souhlasu uživatele pro soubory cookie v kategorii "Ostatní".
Zobrazené zásady používání souborů cookie
11 měsíců
Tento soubor cookie je nastaven pomocí pluginu GDPR Cookie Consent a slouží k uložení informace, zda uživatel souhlasil s používáním souborů cookie. Neukládá žádné osobní údaje.
Funkční soubory cookie pomáhají provádět určité funkce, jako je sdílení obsahu webových stránek na platformách sociálních médií, sběr zpětné vazby a další funkce třetích stran.
Výkonnostní soubory cookie se používají k pochopení a analýze klíčových výkonnostních ukazatelů webových stránek, které pomáhají poskytovat návštěvníkům lepší uživatelský zážitek.
Analytické soubory cookie se používají k rozboru interakce návštěvníků s webovými stránkami. Tyto soubory cookie pomáhají poskytovat informace o metrikách počtu návštěvníků, míře okamžitého opuštení, zdroji návštěvnosti atd.
Reklamní soubory cookie se používají k poskytování relevantních reklam a marketingových kampaní návštěvníkům. Tyto soubory cookie sledují návštěvníky napříč webovými stránkami a shromažďují informace pro poskytování přizpůsobených reklam.